Aggregator
Crew Chief Shift Log, 2025-05-08 SWING
Log Number: 4371689Logbook(s): Tags: Body:
CEBAF SHIFT LOG
Shift Summary
Start of shift: Optics matching in arc 10
Crew Chief Timesheet Summary: 08 May 2025 SWING
Log Number: 4371688Logbook(s): Tags: Body:
Accelerator
PHYSICS
STUDIES
RESTORE
ACC
DOWN
OFF (SAM)
Planned
4
0
0
iochaharp1 restored
Log Number: 4371687Logbook(s): Tags: Body: restorelib 2.6
Target restore date was 2025-05-08 23:20:33
The output from the myRestore execution was as follows:
iochaharp1
pcharp@2025-05-08 23:20
21(21) restored
systemEnum@2025-05-08 23:20
2(2) restored
Execute: /usr/csite/certified/bin/ced2Epics -ced ced -A -i iochaharp1 (success)
PVs modified: 0
PVs modified: 0
PVs modified: 0
PVs modified: 0
PVs modified: 0
PVs modified: 0
Procedure return status: Success
HarpFitter: IHA1H04B
HarpFitter: IHA1H04A
HarpFitter: IHA1C18B
HarpFitter: IHA1C18A
HarpFitter: IHA1C17
HarpFitter: IHA1C12
HarpFitter: IHA1C07A
HarpFitter: IHA1C07B
HYST AREA 7-0 Cycles Magnets for eDT
Log Number: 4371675Logbook(s): Body:
HYST AREA Version 7-0 has successfully cycled the following:
Magnets contained in the following file: /tmp/eDT_CMPQ_design_snapfile_iNV16n.snap
MQA1C01
MQK1C02
MQA1C03
MQK1C04
MQK1C05
MQA1C06
MQK1C07
MQK1C08
MQA1C09
MQK1C10
MQK1C11
MQK1C12
MQK1C13
MQK1C14
MQA1C15
MQA1C16
MQA1C17
MQA1C18
MQA1C18A
MQR1C19
MQR1C20
MQK1H01
MQA1H04
Total Time: 5.400 mins
HYST AREA Version 7-0 has successfully cycled the following:
Magnets contained in the following file: /tmp/eDT_CMPQ_design_snapfile_iNV16n.snap
MQA1C01
MQK1C02
MQA1C03
MQK1C04
MQK1C05
MQA1C06
MQK1C07
MQK1C08
MQA1C09
MQK1C10
MQK1C11
MQK1C12
MQK1C13
MQK1C14
MQA1C15
MQA1C16
MQA1C17
MQA1C18
MQA1C18A
MQR1C19
MQR1C20
MQK1H01
MQA1H04
Total Time: 5.400 mins
Need to start with Halla quads on design.
eDT V2-36 Design Setpoints Download - putting xA back on design
HarpFitter: IHA1H04B
HarpFitter: IHA1H04A
HarpFitter: IHA1C18B
HarpFitter: IHA1C18A
HarpFitter: IHA1C17
Shift Information
| Shift | Swing |
|---|---|
| CEBAF Program | Physics! |
| MCC Crew Chief | Forman |
| MCC Operators | Anthony, Shriner, Yoon |
| Program Deputy | Sereno |
| Announcements |
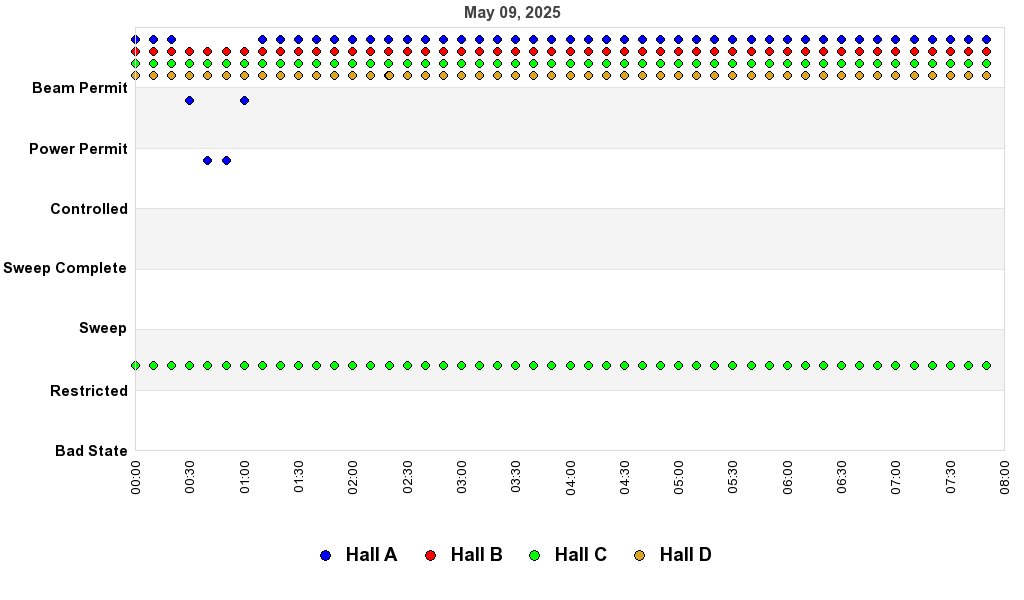
Access Status

Recent PSS History